01.
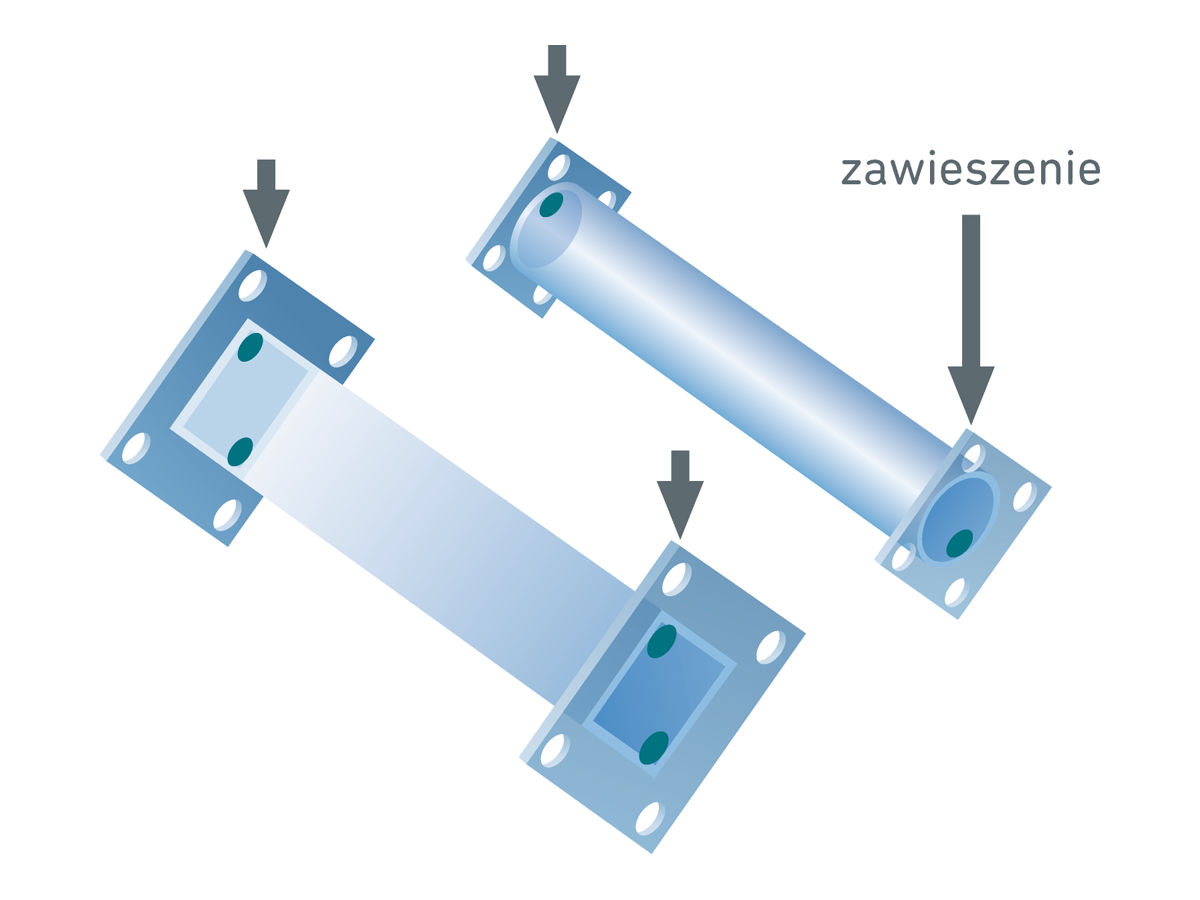
Inlet and vent holes should be made as perpendicular as possible to the possibility of hanging the material.
02.
Process holes must be visible from the outside. The absence of holes in closed profiles risks explosion!
03.
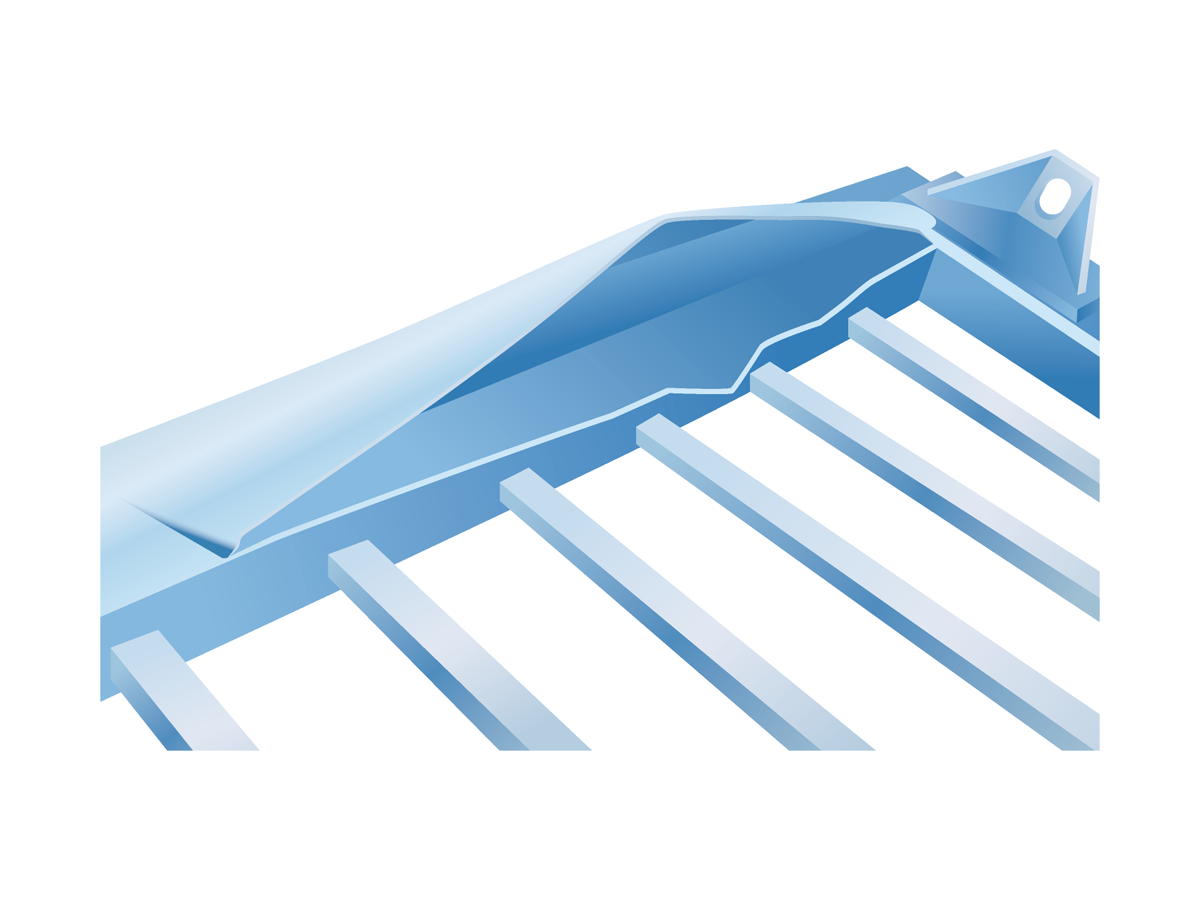
In the case of open profile structures, technological openings must also be made. Avoid "dead" corners and angles.
04.
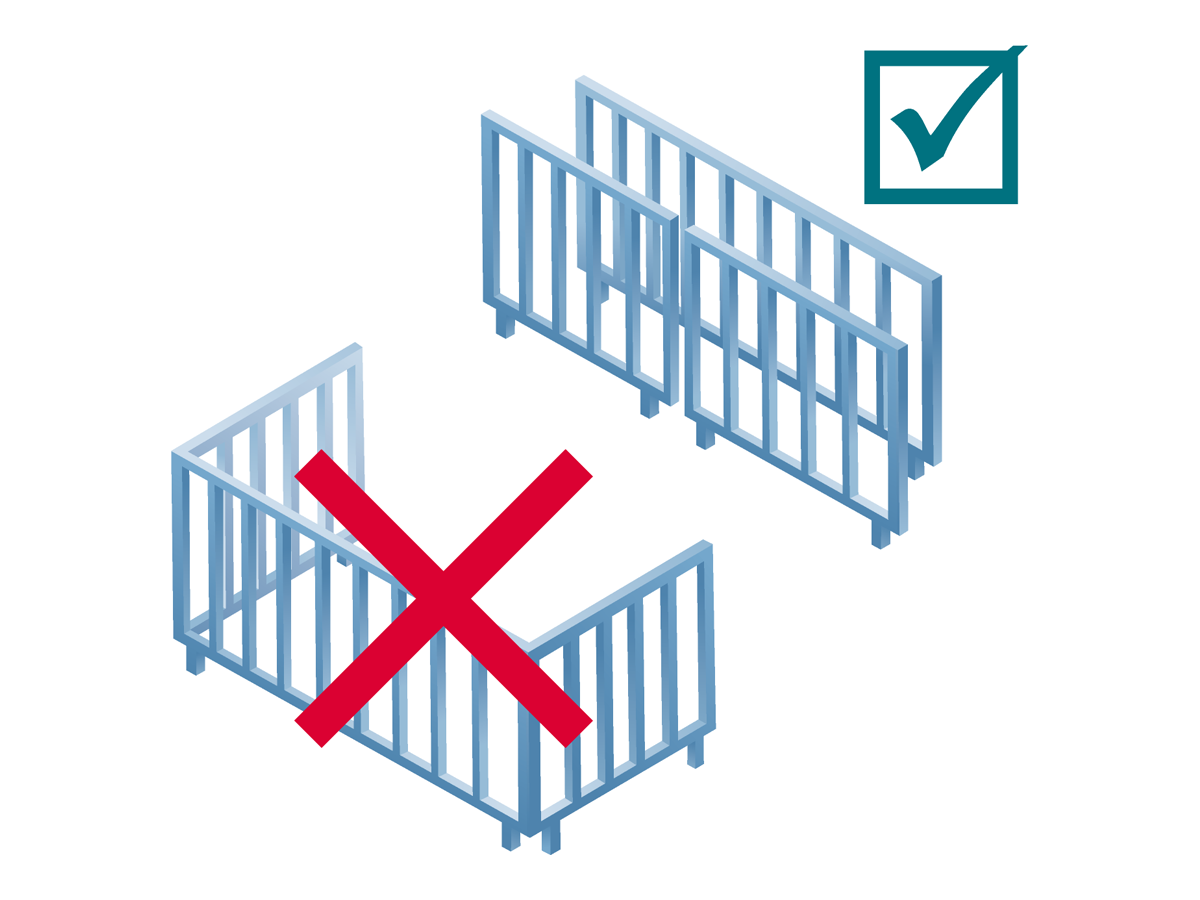
Avoid bulky building elements.
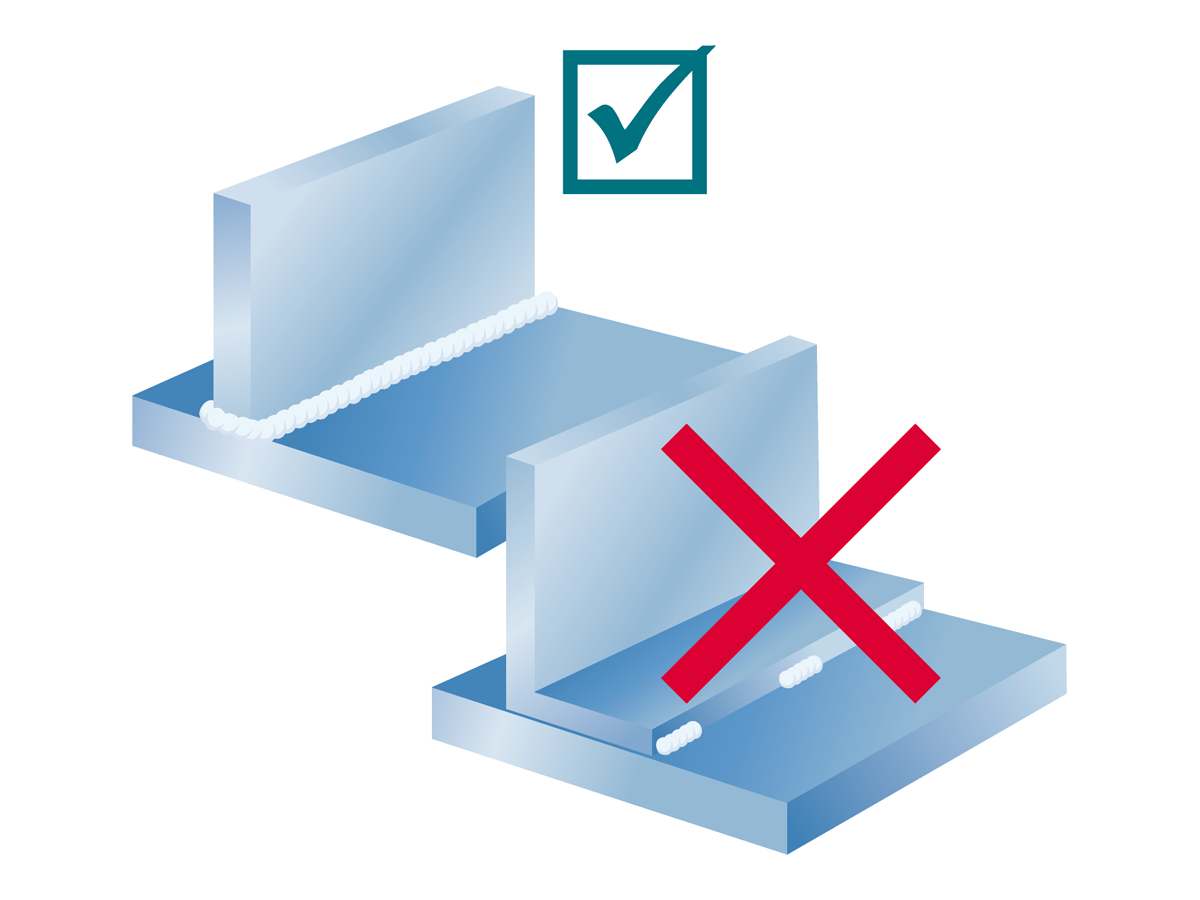
05.
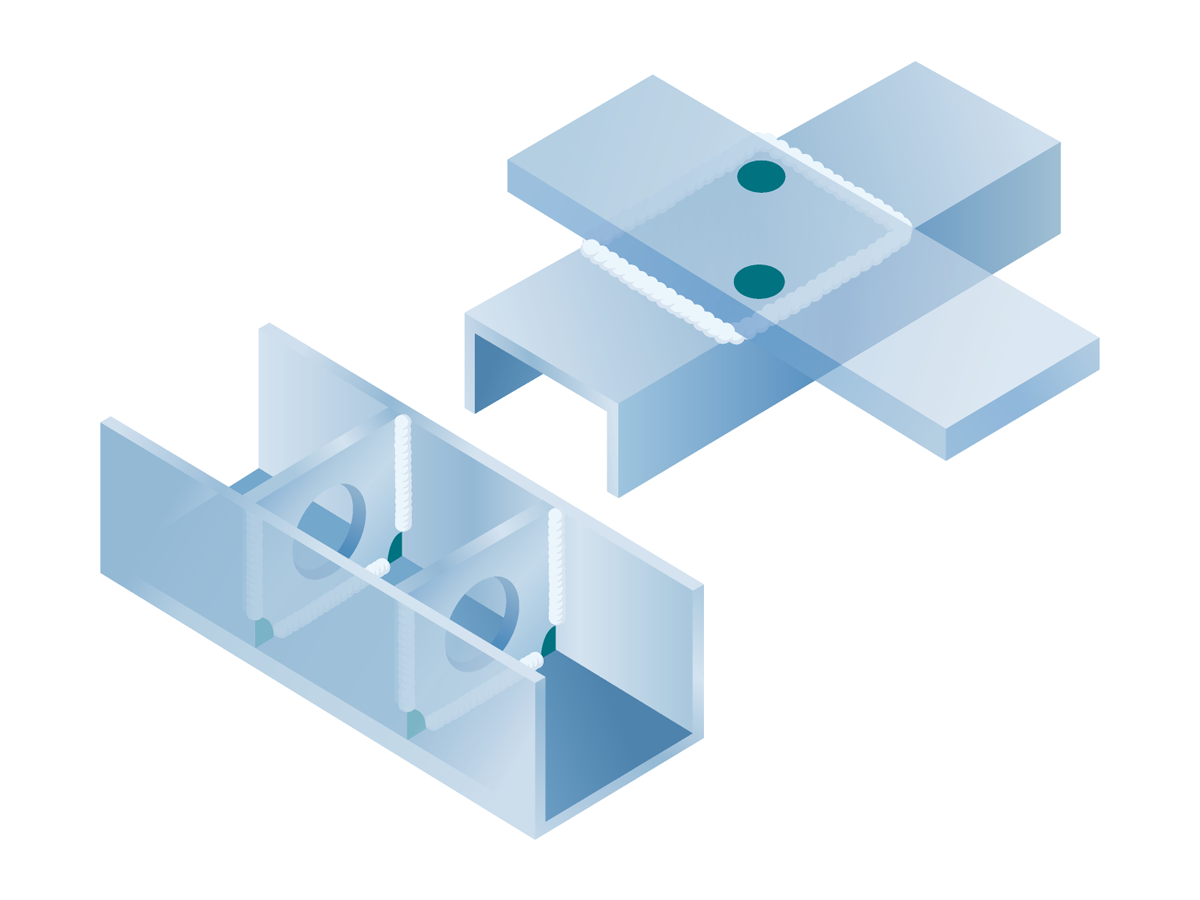
Avoid overlay sheets and intermittent welds.

06.
The surface of the components must be cleaned. Paint, slime and welding debris must be removed.
How to prepare elements for galvanization properly?
- Structural elements must have adequate technological holes for venting, free flow of zinc and for suspension (additional brackets can be welded for this purpose).
- Holes for planned screws should be enlarged by 1-2 mm.
- Elements must not contain confined spaces, as there is a danger of explosion.
- From the surface of the steel, impurities must be removed (preferably by abrasive blasting), e.g. remnants of paint coating, varnish, putty, tar, resin tar, varnish, welding slag, glaze of rolling precipitates, molding compound, paint marking residues, lubricating substances during drawing, thick layers of oils and fats, anti-splintering agents used in welding (silspaves), etc.
- The workpiece must be free of welding spatter, chips in the holes and burrs after cutting.
- The contact area formed by two overlapping parts must be as small as possible. Overlapping parts must be welded around the perimeter with tight welds, and if this is not possible, the gap between the overlapping surfaces must be maintained. This will guarantee free flow and drainage of gases and liquids. Overlapping surfaces can cause structural damage and cracking of welds.
- The edges of the component should be chamfered / spun / deburred.
- Threads should be secured properly, for example, with silicone.
- From the gaps and cavities resulting from the construction of the object or improper workmanship, for example, welded joints, flux residues may escape after galvanizing, deteriorating the quality and aesthetics of the coating, forming the so-called "rust leaks".
- The temperature of the zinc bath releases internal stresses in the parts, which can cause deformations (curvatures, dislocations and even cracks). This is especially true for welded parts such as I-beams and unstiffened sheet metal as well as open bent sections.
- Rust on the surface of a steel component does not need to be removed beforehand.
How to make process holes?
We encourage you to read the table showing the recommended size and location of vent and drainage holes for closed profiles.
- The component should have holes or process handles to allow proper hanging at the optimum angle. Correctly made with the correct diameter, the influence/exhaust and vent holes have a significant impact on the quality of the zinc coating.
- They should be made in the corners of the structure (as close to the welds and edges as possible) and in the opposite ends of the profiles. In straight sections, it should have a minimum of 2 holes no smaller than ø 10 mm located no further than 50 mm from each end (locating holes or suspension eyes at ¼ distance from each end of the element is regarded the best idea), and short sections – one hole.
- Failure to place the holes properly can lead to airing of the structure and prevents it from sinking in liquid zinc.
- Structures with recesses, box elements or reinforcing ribs require properly located vent holes for free zinc drainage.
- When constructing hollow sections, special attention should be paid to the proper arrangement of holes. The diameters of technological holes must be adjusted accordingly.
- The correct implementation of hidden holes is the task of the manufacturer of the structure as at the stage of delivery of the structure to the galvanizing plant, it is not possible to 100% verify the occurrence and their correct location.
- Before the delivery of the material, the galvanizing plant must be informed of the existence of concealed holes in the structure. Galvanizing closed structures without holes carries a huge probability of explosion and irreparable damage to the component.
- Holes should be "robbed", otherwise they deteriorate the quality of the coating and may hinder subsequent installation.
- Holes that are too small during the galvanizing process can become flooded or constricted.


